- 浙江省杭州市钱塘区金茂园区
- sales@oubang-motor.com
- 周一至周六 8:30–17:30(节假日除外)
-
-

致电我们
13386500960
致电我们
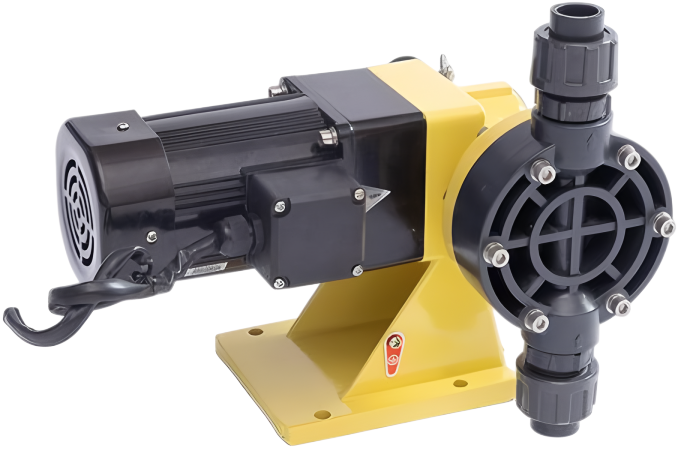
13386500960工业产线运行中,不少从业者都遇到过减速电机传动异响、寿命短、负载不达标的问题,究其根源多与行星减速器的齿轮加工精度不达标直接相关。本文从工艺原理到落地操作全维度拆解相关要点,帮大家避开选型、使用误区。
「核心结构与加工基础原理」
行星减速器核心传动结构由太阳轮、行星轮、内齿圈三类齿轮组成,常规加工流程为滚齿/插齿粗加工成型、渗碳淬火提升硬度、数控磨齿精加工控制精度。行业通用精度标准遵循ISO 1328规范,核心管控指标包括齿距累积误差、齿形误差、齿向误差三类,直接决定了传动的平稳性、负载能力与使用寿命。
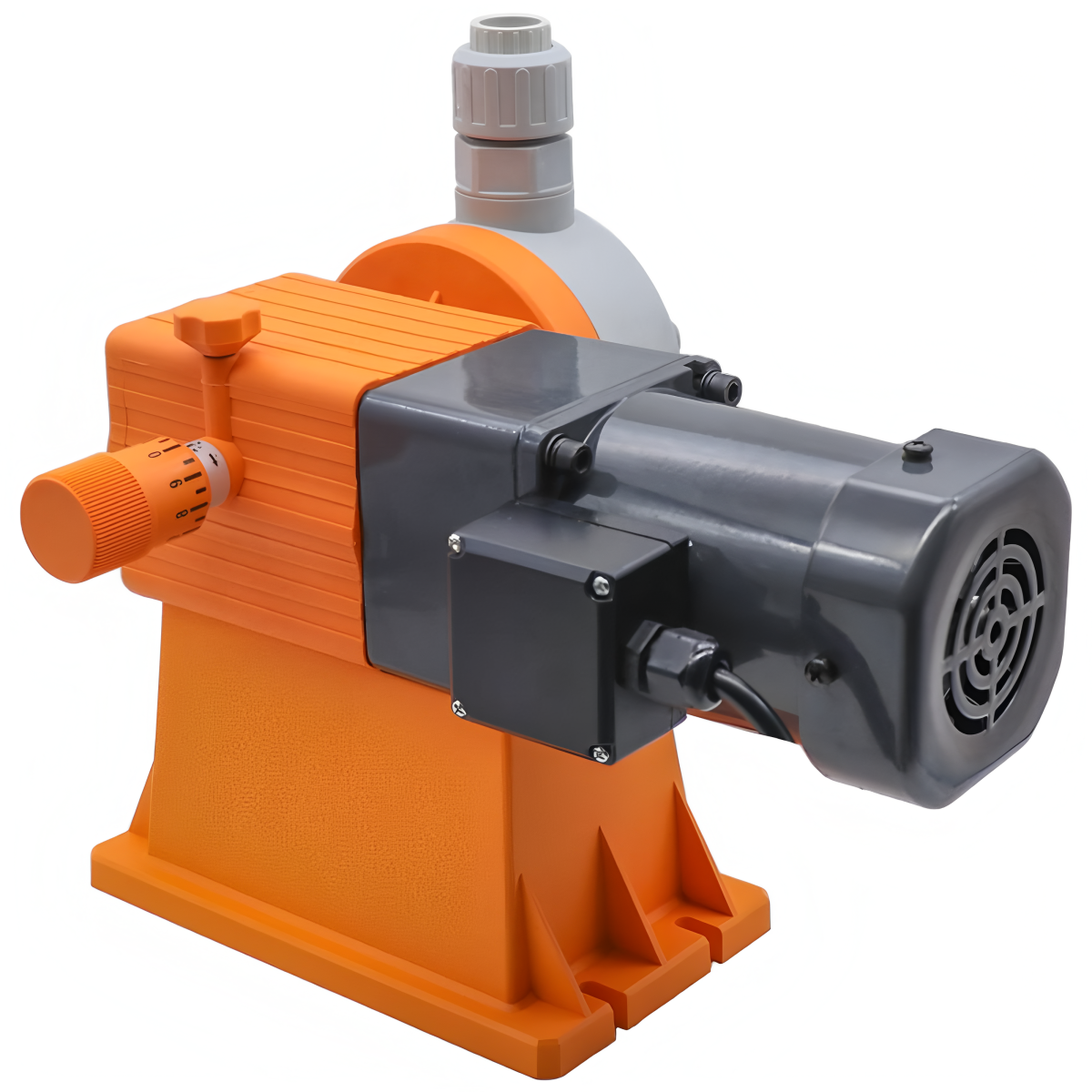
「不同精度等级减速电机的性能与适用边界」
按照加工精度区分,主流行星减速电机可分为三个等级:ISO 8级产品适用于轻载低速的分拣、输送场景,成本较低,回程间隙≤15弧分;ISO 6-7级产品适用于工业机器人关节、数控机床进给系统等高精度场景,回程间隙≤3弧分,抗冲击能力提升40%以上;ISO 5级及以上产品多用于航空航天、精密检测设备,传动效率可达97%以上,无反向死区。
「选型与安装落地注意事项」
选型时首先要匹配设备的额定负载、输入转速参数,优先选择精度等级比实际需求高0.5级的减速电机,避免长期过载导致齿轮提前磨损;安装前需清理轴面、法兰面的毛刺与污渍,同轴度误差需控制在0.02mm以内,禁止用铁锤直接敲击输出轴,首次运行200小时需更换专用润滑油,后续每运行3000小时做一次齿轮间隙检测。
以上就是行星减速器齿轮加工与精度控制的核心要点,如果您有减速电机定制、选型匹配的需求,可随时联系我们获取一对一技术支持。